For industrial operators, utility plants, and marine vessel owners, maintaining compliance with NOx emission regulations is a critical, continuous operational challenge. The solution, Selective Catalytic Reduction (SCR), relies on the performance and durability of the SCR NOx catalyst. In harsh operating environments—characterized by high temperatures, significant dust, and high sulfur content in the exhaust gas—the catalyst’s lifespan is severely tested by chemical poisoning, fouling, and thermal degradation.
Maximizing the operational life of the selective catalytic reduction catalyst is a key focus for B2B buyers seeking to minimize costly replacements and downtime. Hualian Catalyst, a proven expert in high-specification ceramic honeycomb products for over three decades, engineers its SCR catalyst supports with specific properties designed to resist these aggressive conditions. Understanding the mechanisms of catalyst deactivation is the first step toward implementing effective management strategies.
There are three primary threats to SCR NOx catalyst longevity. The durability of any selective catalytic reduction catalyst is directly correlated with its resistance to mechanical and chemical stress.

Sulfur Poisoning and Sulfation
High-sulfur fuels (common in industrial boilers and marine applications) produce sulfur dioxide SO₂ in the exhaust. The catalyst’s active components, typically vanadium and titanium oxides, can oxidize SO₂ into sulfur trioxide SO₃. This SO₃ is extremely problematic, as it reacts with the injected ammonia NH₃ and any moisture in the exhaust to form ammonium bisulfate NH₄HSO₄ and ammonium sulfate.
Mechanism of Deactivation: These sulfate compounds are sticky solids that coat the catalyst’s active sites and clog its porous channels, physically blocking the essential reaction between NOx and NH₃. This process is known as sulfur poisoning or sulfation.
Hualian Catalyst Solution: The catalyst formulation must be engineered for a low SO₂ to SO₃ conversion rate. Furthermore, selecting a catalyst with an appropriate operating temperature window is crucial. Operating the SCR NOx catalyst above the dew point of ammonium bisulfate prevents the solid crystals from forming and depositing, thus extending the active life.
Physical Erosion and High-Dust Fouling
In high-dust environments, such as those found downstream of industrial boilers or furnaces before filtration systems, large volumes of fly ash and other particulate matter pass through the catalyst reactor.
Mechanism of Deactivation: Fine ash particles can plug the selective catalytic reduction catalyst channels, increasing backpressure and hindering gas flow. Larger, harder particles can cause erosion as they abrade the catalyst surface over time, wearing away the active catalytic washcoat.
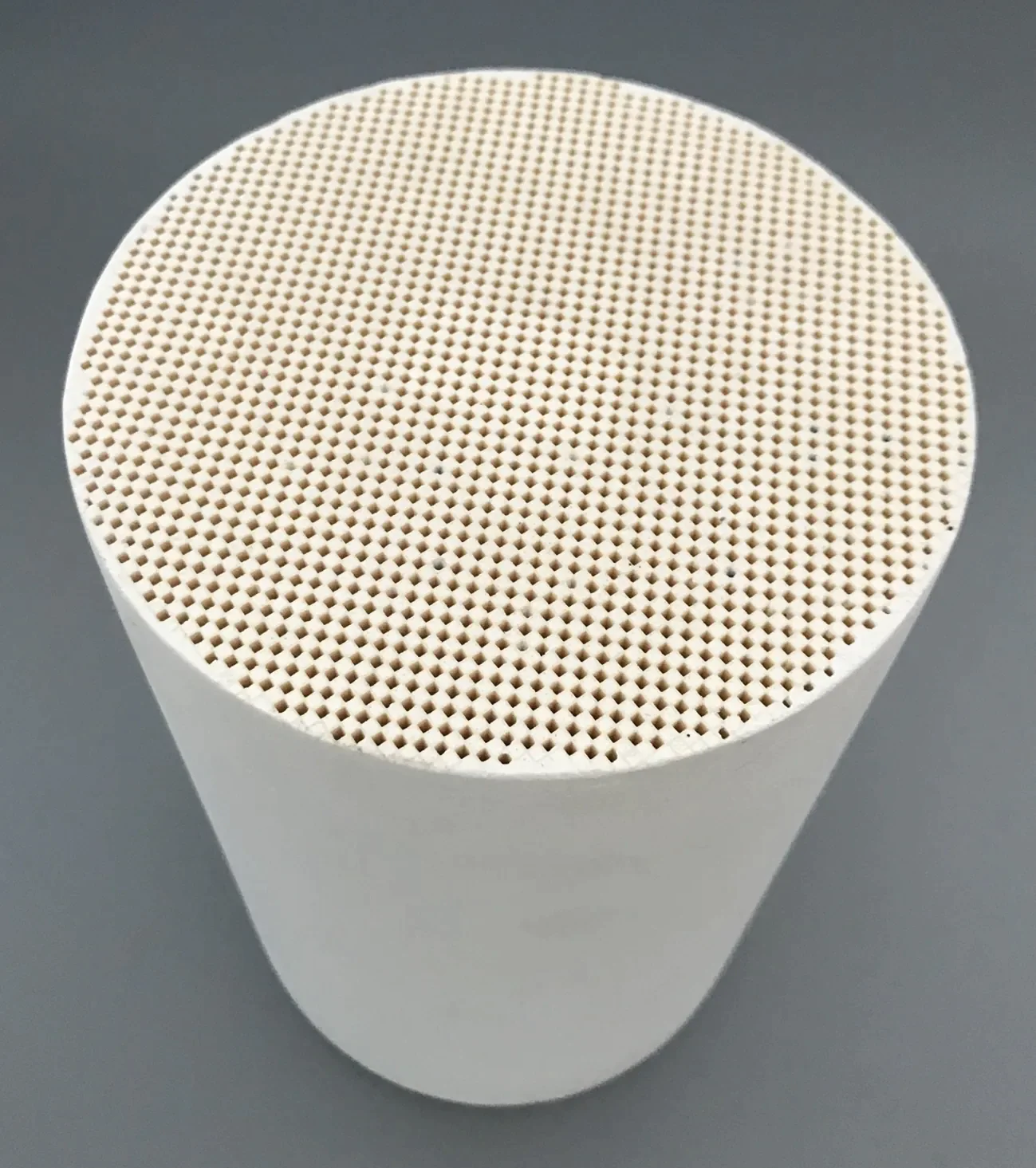
Hualian Catalyst Solution: Hualian Catalyst offers its SCR catalyst support in varied cell densities. For high-dust applications, a lower cell density (larger channel size) is often chosen to provide wider channels, reducing the risk of plugging and fouling without excessively compromising the surface area. The honeycomb structure is engineered for high compressive strength and high mechanical strength to withstand physical abrasion and vibration over long periods.
Thermal Stress and Sintering
SCR systems are subjected to wide temperature fluctuations, particularly during startup, shutdown, and unexpected operational spikes. Excessive or prolonged high temperatures cause the ceramic structure to weaken and the catalyst material to degrade.
Mechanism of Deactivation: High heat can cause sintering, where the microscopic catalyst particles fuse together, drastically reducing the active surface area available for the NOx reduction reaction. Rapid temperature changes can also induce thermal shock on the ceramic substrate, leading to micro-cracks that compromise structural integrity. Hualian Catalyst Solution: The Hualian Catalyst SCR support is typically made from Cordierite, prized for its small coefficient of thermal expansion and inherent resistance to thermal shock. This ensures the honeycomb structure remains stable even when subjected to extreme temperature swings, which is non-negotiable for guaranteeing long-term catalyst durability.
Strategic Management for Extended Catalyst Service Life
For industrial B2B operations, maintaining the selective catalytic reduction catalyst goes beyond component selection; it requires a proactive management strategy. Proactive Monitoring: Implementing real-time monitoring of NOx conversion rate, NH₃ slip, and pressure drop is essential. A sudden increase in pressure drop can indicate severe dust fouling, while a drop in NOx conversion may signal chemical poisoning, allowing for timely intervention.
Optimized NH₃ Injection: Precise control over the urea or ammonia injection rate is critical. Over-injection leads to excessive ammonia slip, which in turn can exacerbate ammonium bisulfate formation in the presence of SO₃, accelerating sulfur poisoning. Under-injection reduces NOx reduction efficiency.
Catalyst Material Selection: The choice between base-metal (Vanadium/Titanium) and zeolite-based SCR NOx catalyst depends on the application temperature. Zeolites offer higher temperature tolerance and better resistance to sulfur, making them a strategic choice for ultra-harsh environments or high-temperature processes where sulfur is a concern.
Conclusion
By combining rigorous operational management with the technically superior specifications of the Hualian Catalyst support—focusing on high strength, low thermal expansion, and optimized flow geometry—industrial operators can significantly extend the lifespan of their SCR NOx catalyst, ensuring continuous compliance and maximizing the return on investment in emissions control technology.